


Canada’s healthcare system is currently undergoing a transformative phase, driven by an aging population and a critical need for enhanced caregiver safety. In major metropolitan hubs like Toronto, Vancouver, and Montreal, the demand for high-quality Transfer Boards & Slings has reached an all-time high. Manufacturers and suppliers are no longer just selling equipment; they are providing essential tools that prevent Musculoskeletal Injuries (MSIs) among nursing staff, a problem that costs the Canadian economy billions annually.

As a leading Transfer Boards & Slings manufacturer, we are witnessing a shift toward "Smart Rehabilitation." In the Canadian market, there is a burgeoning interest in antimicrobial surfaces and AI-integrated pressure sensors within slings to monitor patient comfort and positioning in real-time. This is particularly prevalent in Advanced Research Hospitals in Alberta and Nova Scotia.
Canada’s commitment to the environment means that suppliers are now focusing on sustainable, high-durability polymers. Our transfer boards utilize high-density, eco-friendly ABS plastics that offer extreme longevity, reducing the replacement cycle and minimizing medical waste in Canadian Long-Term Care (LTC) facilities.
Hengshui Zenith Medical Co., Ltd. is a leading manufacturer specializing in the production of hospital beds, home care beds, air mattresses, hospital furniture, and a range of related medical equipment. Our company is committed to improving the quality of life for patients and the elderly, offering products that ensure comfort, safety, and reliability. With a focus on high-quality manufacturing, we strive to meet the ever-evolving needs of the healthcare industry while adhering to the highest standards of excellence.
At Hengshui Zenith Medical, quality is at the core of everything we do. Our production process starts with precision in the selection of raw materials and the meticulous welding of product structures. We take stringent measures to ensure the superior finish of each product, including rigorous quality checks on spraying processes. Our advanced manufacturing equipment, such as laser cutting machines and robotic welding systems, allows us to maintain exceptional standards of precision and consistency.
Our Research and Development (R&D) department works tirelessly to innovate and enhance our product offerings. We continuously introduce new products that are designed to meet the evolving needs of our customers, incorporating feedback from both the market and our global network of distributors.
Hengshui Zenith Medical's commitment to quality is reflected in our compliance with international standards. We hold ISO 9001:2015 and EN ISO 13485:2016 certifications, ensuring that our products meet the highest levels of quality, safety, and efficiency. Each product undergoes thorough testing and inspection before it reaches our customers, guaranteeing that it meets both functional and safety requirements.
Our company has successfully expanded its market reach across Asia, Southeast Asia, the Middle East, South America, and various other international markets. We have established strong, long-term partnerships with distributors around the world. These relationships have played a crucial role in enhancing our brand presence and market share. Through open communication with our partners, we gain valuable insights into market trends and product optimization, which helps us develop better and more efficient solutions.
Hengshui Zenith Medical's mission is to provide the highest quality products, comprehensive services, and solutions that contribute to the well-being and happiness of patients and the elderly. We aim to support healthcare providers, caregivers, and families in improving the quality of life for those in need of medical and home care.


Move Transfer Boards Belt Slide Draw Sheet Patient Transfer Stretcher Easy to Change Bed Sheets


Hospital Muti-Purpose Medical Transfer Boards convenient Fast for Patients and Carers

Ea-1f11 Foldable Ward Care Center Patient Transfer Slide Board with Fabric Cover
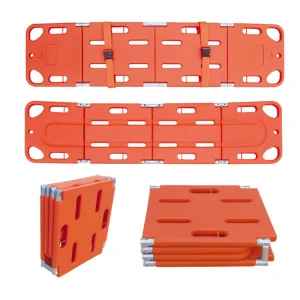
Emergency Rescue Folding Spine Board for Safe Patient Transfer

Patient Transfer Board Bedridden Elderly Nursing Mobile Sliding Roller Sheet
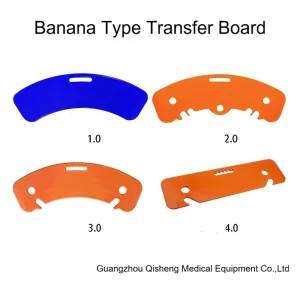
Multi-Purpose Medical Transfer Board for Elderly/Disabilities/People with Limited Mobility

When searching for a Transfer Boards & Slings supplier in Canada, healthcare procurement officers must consider several regional factors. The Canadian climate, for instance, requires materials that do not become brittle in colder northern territories. Furthermore, the diverse physical demographics of the Canadian population necessitate a wide range of weight capacities, including Bariatric Transfer Solutions for patients exceeding 500 lbs.
While manufacturing might be global, having a robust supply chain that understands the logistics of the Trans-Canada Highway and the specific needs of rural hospitals in Northern Ontario is vital. We work closely with our partners to ensure that even the most remote clinics have access to life-saving transfer technologies without prohibitive shipping delays.